10 Best Conveyor Belt Scrapers for Efficient Material Handling?
In the fast-paced world of material handling, efficiency is paramount. The role of the Conveyor Belt Scraper is vital in maintaining operational effectiveness. Studies show that up to 80% of conveyor system failures result from improper maintenance. This underscores the importance of using reliable scrapers to collect material residue.
Different industries rely on robust conveyor systems. For instance, mining operations face abrasive materials that demand high-quality scrapers. In fact, 70% of maintenance costs in these sectors are linked to material buildup. A good scraper minimizes wear and tear, thereby extending the lifespan of conveyor belts.
Despite advancements, many businesses overlook the importance of effective scrapers. A lack of awareness can lead to operational delays and increased costs. Choosing the right Conveyor Belt Scraper could transform your material handling processes. Yet, evaluating options can be daunting, as the market offers numerous choices.
Types of Conveyor Belt Scrapers: An Overview of Options Available
When it comes to material handling, conveyor belt scrapers play a crucial role in maintaining efficiency. Various types of conveyor belt scrapers are available, each designed for specific applications. Understanding these types can help organizations choose the right tool for their needs.
One common type is the primary scraper, which is typically installed at the discharge end of the conveyor. It effectively removes bulk material and reduces carryback. Secondary scrapers follow, providing additional cleaning to ensure minimal residue remains. According to industry reports, using both types can enhance efficiency by up to 30%, significantly reducing downtime.
Another option is the polyurethane scraper, known for its durability and flexibility. These perform well in harsh environments. Rubber scrapers, on the other hand, offer good abrasion resistance but may wear out faster in challenging conditions. Evaluating a scraper's material and design can lead to better longevity and performance.
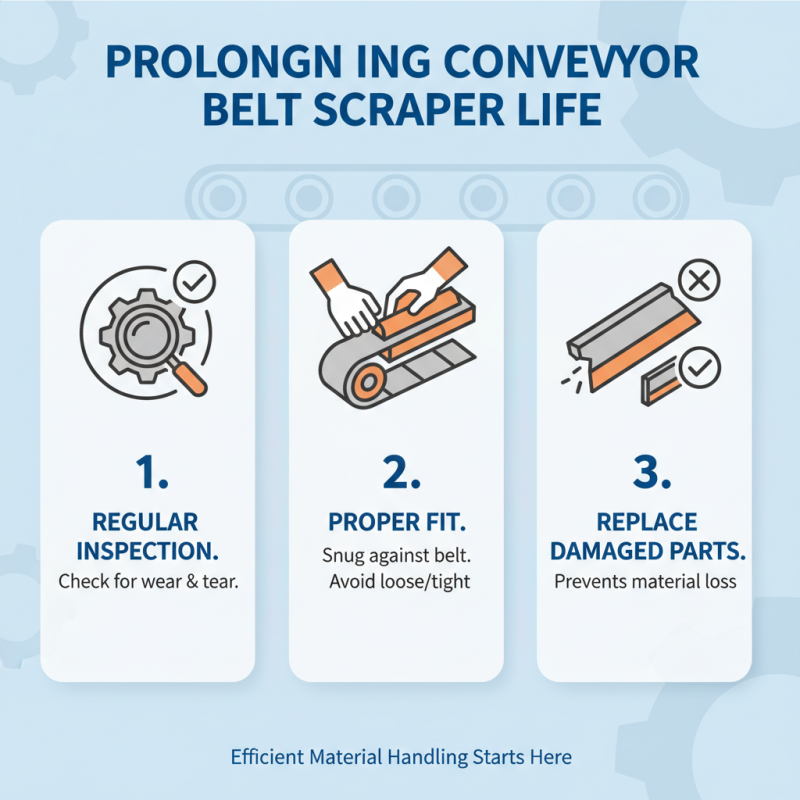
**Tip:** Regular maintenance of scrapers is vital. It can increase their lifespan and improve cleaning efficiency.
**Tip:** Always consider the conveyor system's specifics. Correct sizing and compatibility with other components will ensure optimal operation.
10 Best Conveyor Belt Scrapers for Efficient Material Handling
| Type |
Material |
Application |
Efficiency |
Price Range ($) |
| Primary Scraper |
Polyurethane |
Food Processing |
High |
$200 - $400 |
| Secondary Scraper |
Rubber |
Mining |
Medium |
$150 - $300 |
| Heavy-Duty Scraper |
Stainless Steel |
Aggregates |
Very High |
$500 - $800 |
| V-Plow Scraper |
HDPE |
Grain Handling |
High |
$100 - $250 |
| Brush Scraper |
Bristle |
Packaging |
Medium |
$80 - $150 |
| High-Pressure Scraper |
Metal |
Cement Manufacturing |
Very High |
$600 - $1000 |
| Tapered Scraper |
Composite |
Bulk Material |
Medium |
$120 - $260 |
| Maintenance Scraper |
Silicone |
Recycling |
High |
$90 - $180 |
| Side-Scraper |
Plastic |
Timber Handling |
Medium |
$70 - $140 |
| All-in-One Scraper |
Mixed Materials |
Multi-Applications |
High |
$300 - $600 |
Key Features to Consider When Choosing Conveyor Belt Scrapers
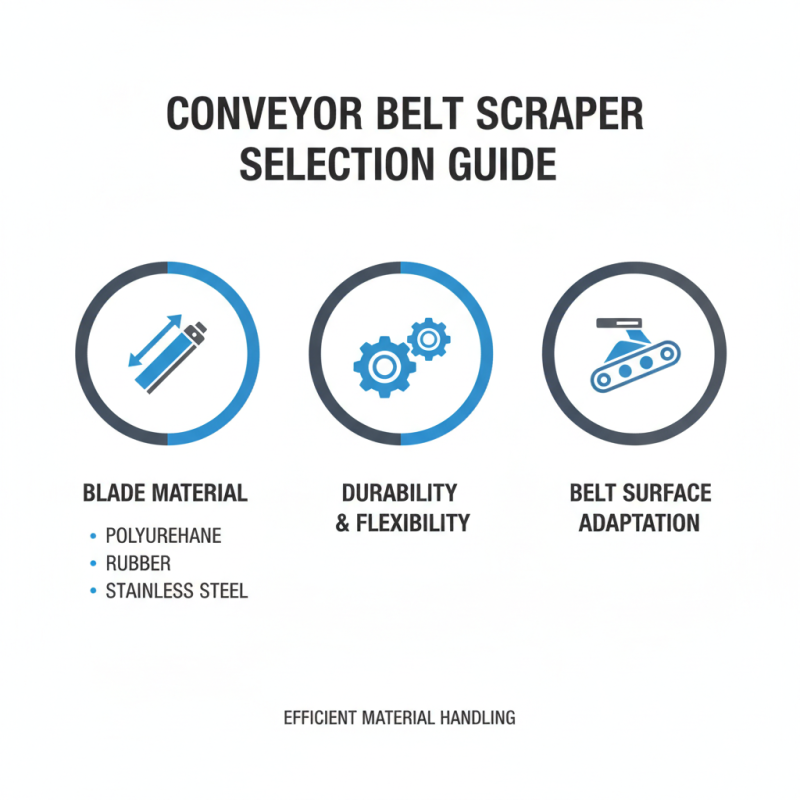
When selecting conveyor belt scrapers, several key features are vital for efficient material handling. The blade material is one of the most critical aspects. It must be durable enough to withstand harsh conditions while offering flexibility to adapt to different belt surfaces. Common materials include polyurethane, rubber, and stainless steel, each with its pros and cons that should be carefully evaluated.
Another important consideration is the scraper design. A well-designed scraper should effectively remove residual materials without damaging the conveyor belt. Different designs, such as light-duty or heavy-duty options, suit various applications. Additionally, the adjustability of the scraper can greatly enhance performance. Being able to fine-tune the pressure applied to the belt will help prevent wear and improve longevity.
Lastly, installation and maintenance ease cannot be overlooked. Some scrapers require complex setups that can be time-consuming. Choosing a user-friendly option can ensure prompt installation and quick replacement when necessary. Reflecting on these factors will help in making informed decisions, as choosing the wrong scraper could lead to increased downtime and operational inefficiencies.
Top 10 Conveyor Belt Scrapers: A Detailed Analysis of Each Model
Conveyor belt scrapers play a vital role in material handling. They ensure that the belts run smoothly by removing excess materials and contaminants. A detailed analysis of top models reveals various efficiencies and performance metrics. For instance, studies show that belt scrapers can reduce carryback by up to 90%. This leads to significant cost savings and enhanced operational efficiency.
When selecting a conveyor belt scraper, it’s essential to consider the material it’s made from. Harder materials often provide better durability but may wear down the conveyor belt. Many reports indicate that improper choice of scrapers can lead to equipment failures. Operators often underestimate the importance of quality scrapers. This can reflect poorly on maintenance budgets and uptime.
Additionally, regular maintenance of scrapers is crucial. They should be inspected frequently to ensure optimum performance. Wear and tear can affect their efficiency, leading to increased downtime. According to recent data, companies that invest in high-quality scrapers can see a return on investment within a few months. However, it’s easy to overlook the need for routine checks, which can result in costly repairs and inefficiencies down the line. Each model should be evaluated based on operational needs and specific applications to maximize their benefits.
Applications of Conveyor Belt Scrapers in Various Industries
Conveyor belt scrapers play a crucial role in material handling across various industries. Their main function is to keep conveyor belts clean by removing debris and spillage. This enhances efficiency and extends the life of the belts. In the mining sector, scrapers prevent material buildup, which can lead to costly downtime. A clean belt ensures smoother operations and minimizes maintenance efforts.
In the food processing industry, cleanliness is vital. Scrapers help maintain hygiene by removing contaminants. They ensure compliance with health regulations. Additionally, in the recycling sector, effective scrapers allow for better separation of materials. This optimizes recycling processes and boosts overall productivity. However, selecting the right scraper can be challenging. Factors like material type and operating conditions must be considered. Not every scraper suits every situation, which can lead to inefficiencies if overlooked.